Neuester Blog
Testbericht zum Dewallie 20W UV-Laser
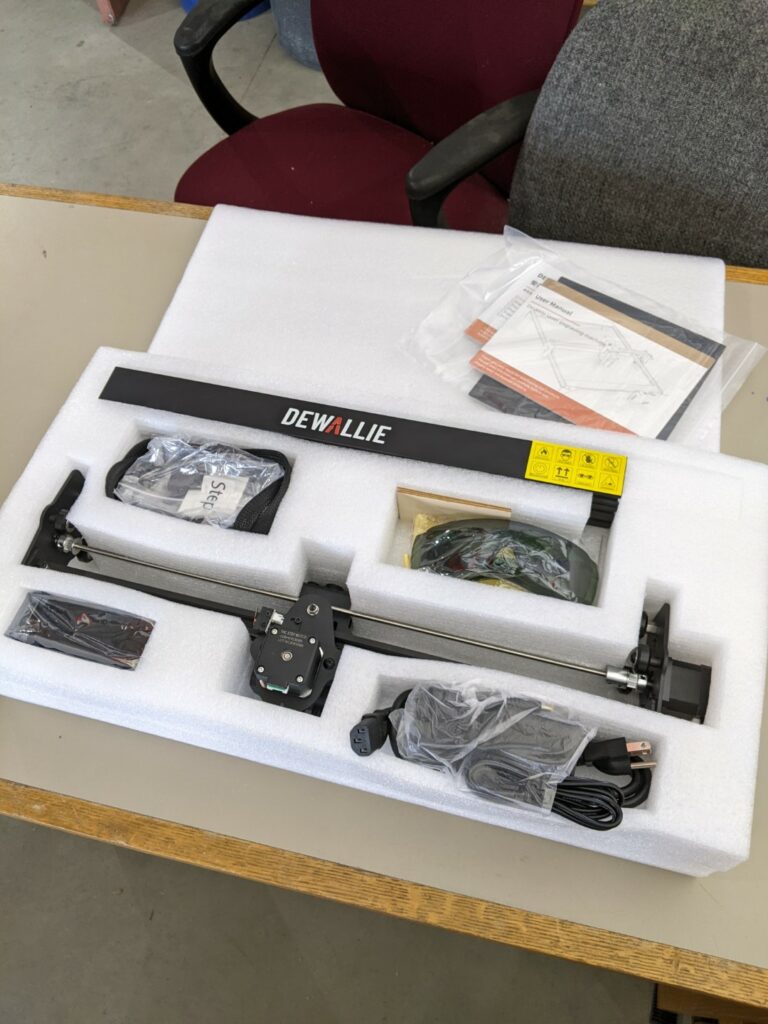
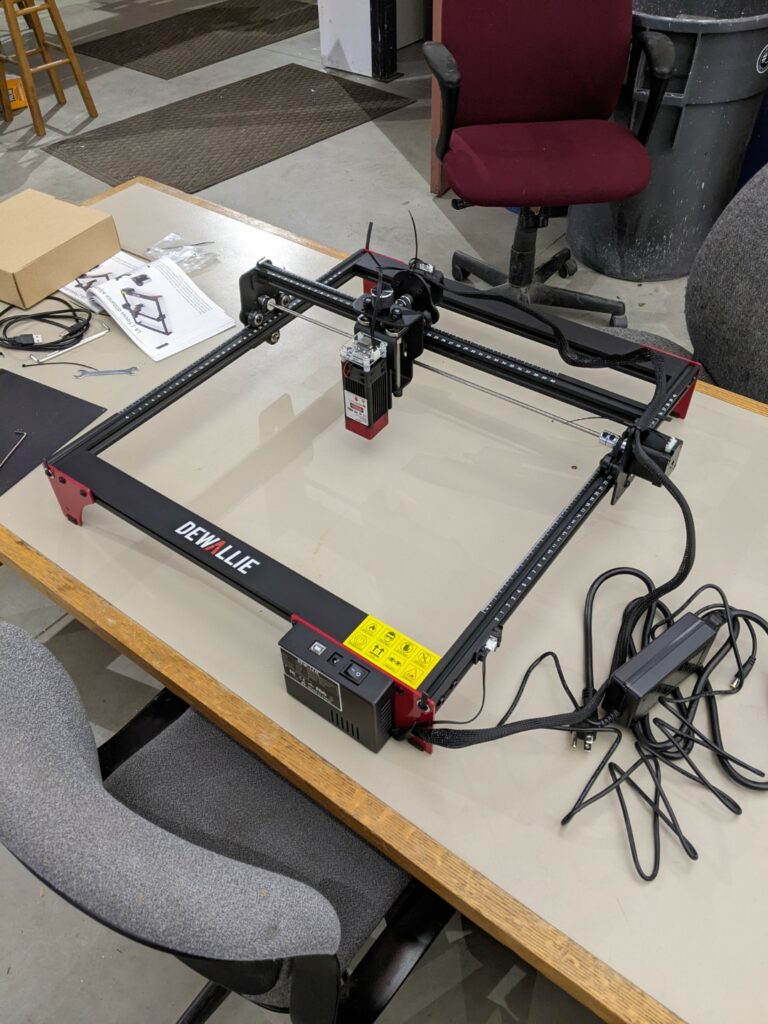
May 29 , 2023Dewallie was kind enough to contribute a 20W UV laser for us to review and test out. It’s the LA-2 version of the machine with a head rated for 3.8A @ 5V using Pulse Width Modulation (PWM) power control. It’s got a large work envelope of 400mm x 400mm which puts it over twice the size of the popular K40 CO2 lasers (200mm x 300mm). Opening up the package and it’s been broken down into just a few pieces for shipping with a 5 step assembly process:

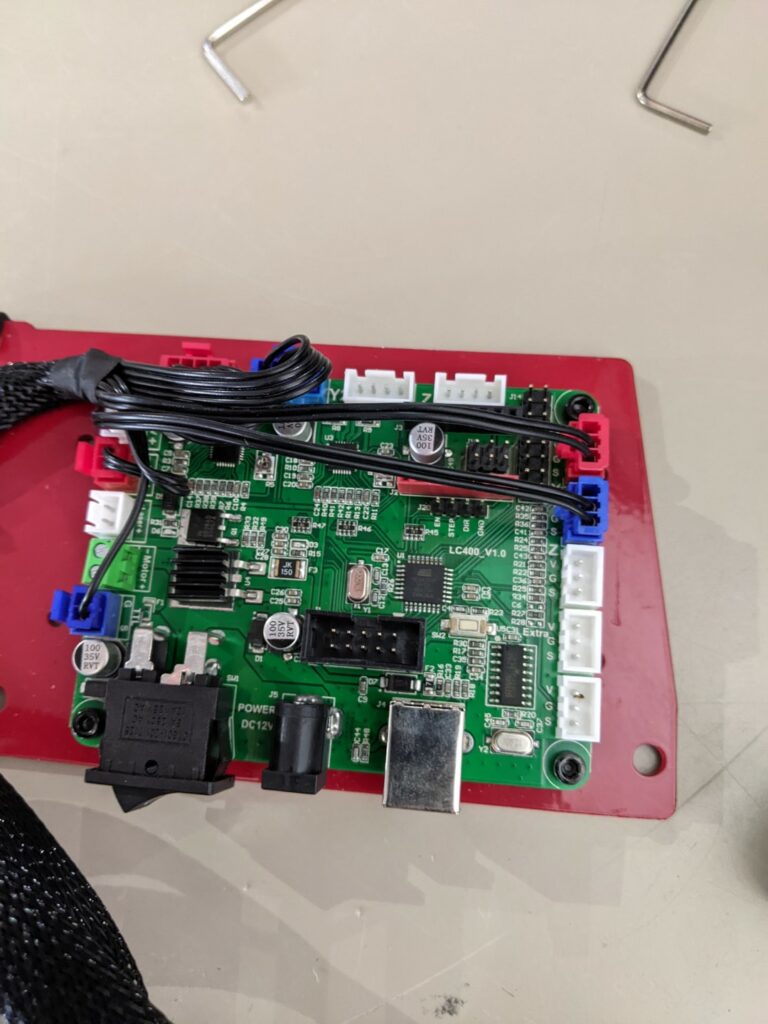
Wenn Sie einen 3D-Drucker haben, wird Ihnen dieser Controller ziemlich bekannt vorkommen:
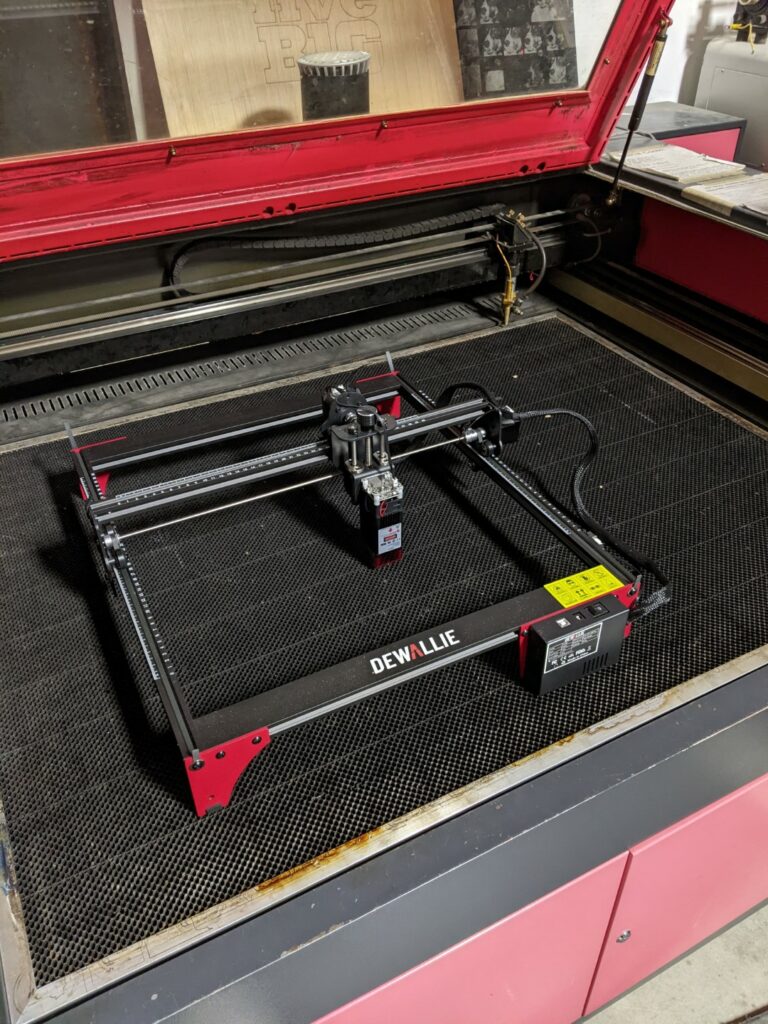
Der einfachste Weg für uns, den Laser zu entlüften, bestand darin, ihn in unseren großen CO2-Laser zu stecken. Sie möchten einen Absaugtisch oder eine Form der Rauchabsaugung bauen.
Nachdem wir die Maschine gebaut hatten, mussten wir eine bessere Abschirmung vornehmen. Die Maschine ist mit OD3-Gläsern ausgestattet, die in Verbindung mit der Düse/Luftunterstützungskegel für eine ausreichende Helligkeitsreduzierung sorgen sollen. Wir wollten den Laser jedoch vollständig umschließen und ein Sichtfenster bereitstellen. 17 $ und eine Bestellung bei J Tech Photonics und wir hatten ein 12-Zoll-Fenster mit OD3+-Schutz , um uns etwas besser zu schützen. Es macht einen großen Unterschied in der Helligkeit:
Weiter zu einigen Testgravuren und -schnitten. Um die Erwartungen zu erfüllen, handelt es sich um einen 20-W-445-nm-Laser. Er schneidet nicht wie unser 150-W-CO2-Laser, ist aber entsprechend günstiger und erfordert nur minimale zusätzliche Ausrüstung (keine Kühl-/Wasserkühlung, mehrere Netzteile usw.). Die Maschine läuft gut langsam (<10 mm/Sek. für wackelfreies Vektorschneiden und Gravieren) und benötigt mehrere Durchgänge, um Sperrholz zu schneiden. Ihre Mustermaterialien geben Ihnen einen schnellen Eindruck davon, was Sie erwartet: eloxierte Aluminiumschilder und -blätter zum Gravieren, Karton/Tagboard, 2 mm Sperrholz usw.
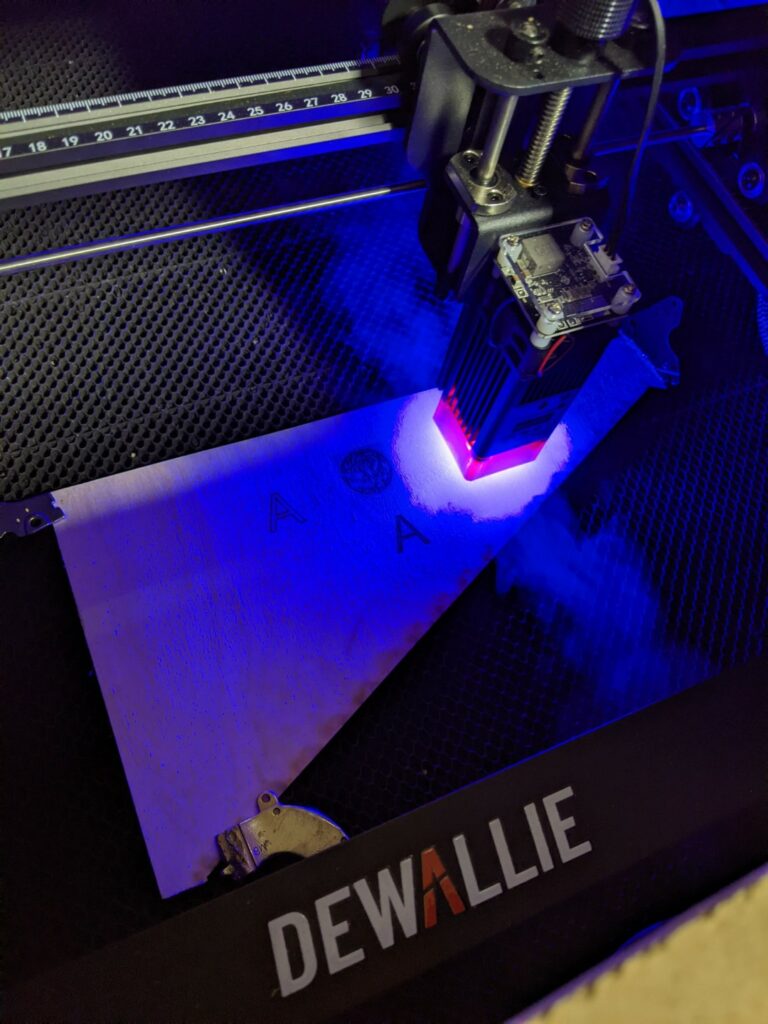
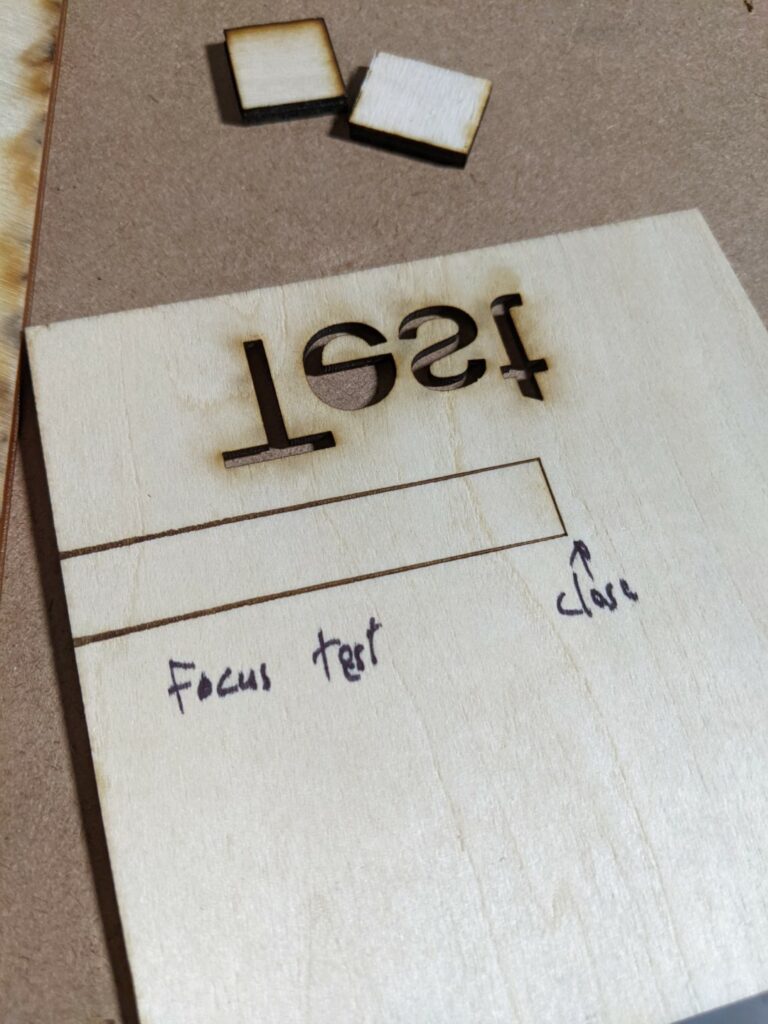
Stellen Sie zunächst sicher, dass Sie den Fokus testen und festlegen. Eine einfache Möglichkeit, die Fokushöhe zu visualisieren, besteht darin, ein Stück dünnes Holz unter den Laser zu legen und ein Ende abzustützen, um eine Rampe zu bilden. Lassen Sie die Maschine eine Linie schneiden und Sie können sehen, wo der Laser im Fokus ist, je nachdem, wie klein die Linie wird:
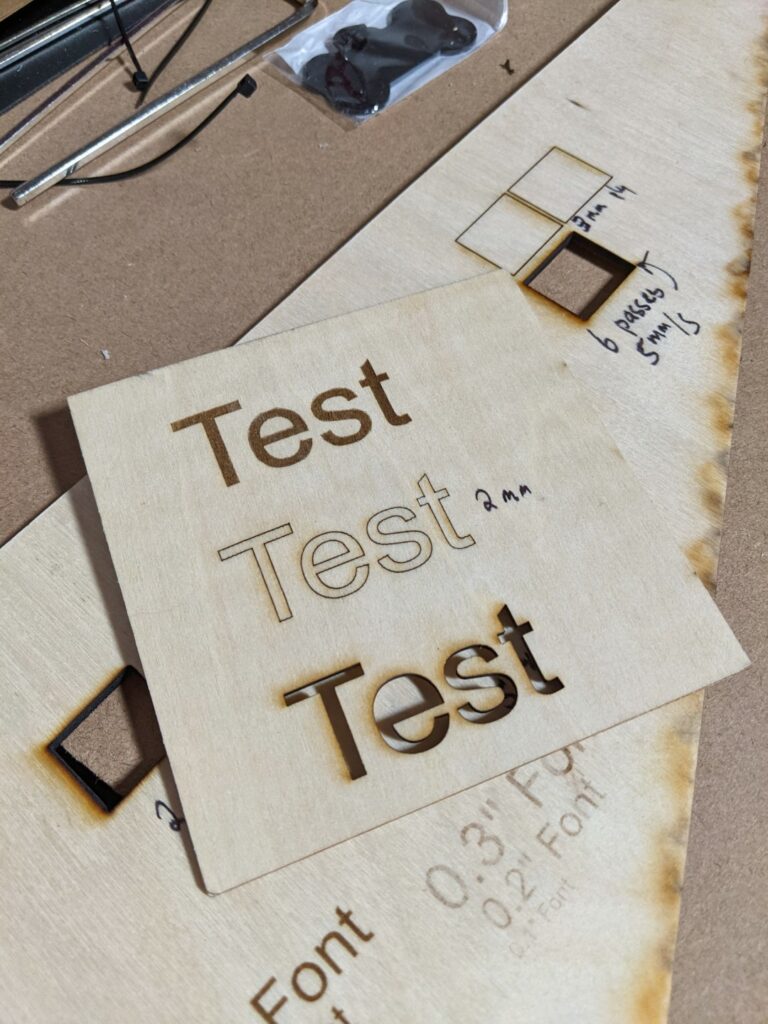
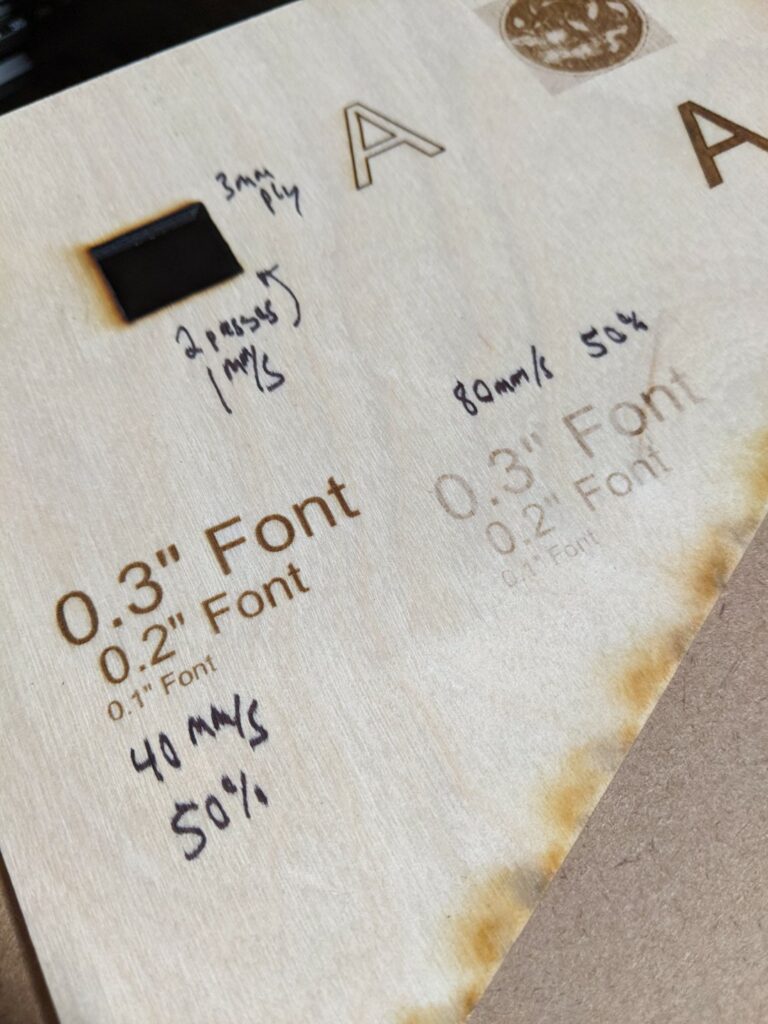
Das von ihnen bereitgestellte dünne Mustersperrholz lässt sich gut schneiden und gravieren:
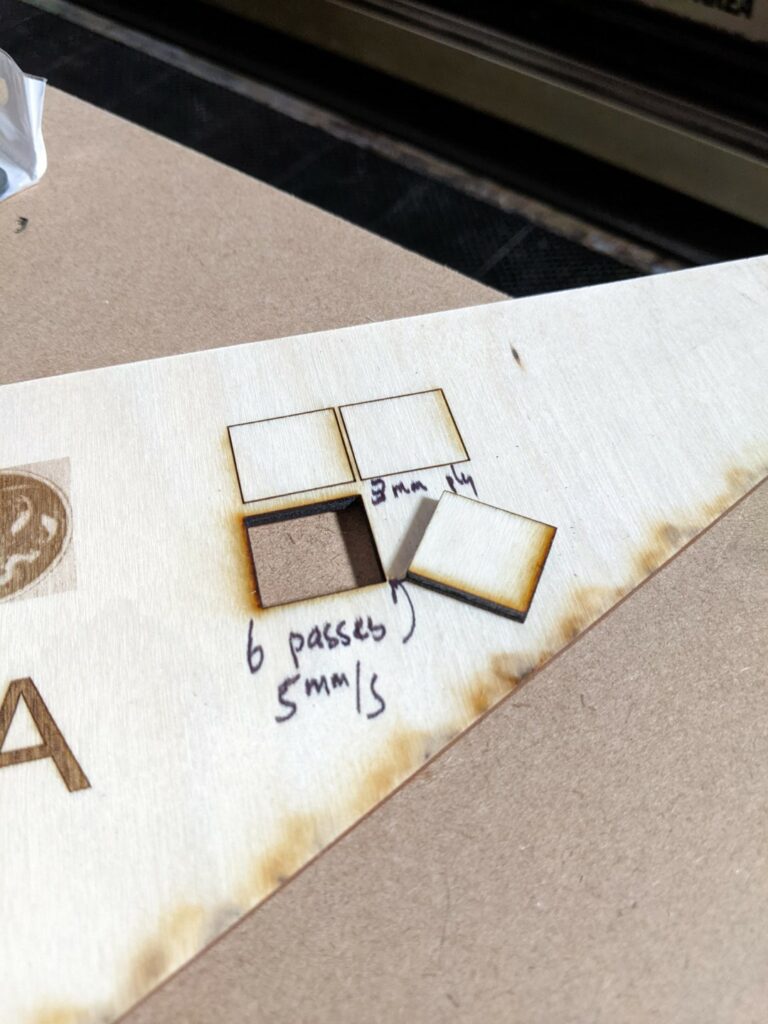
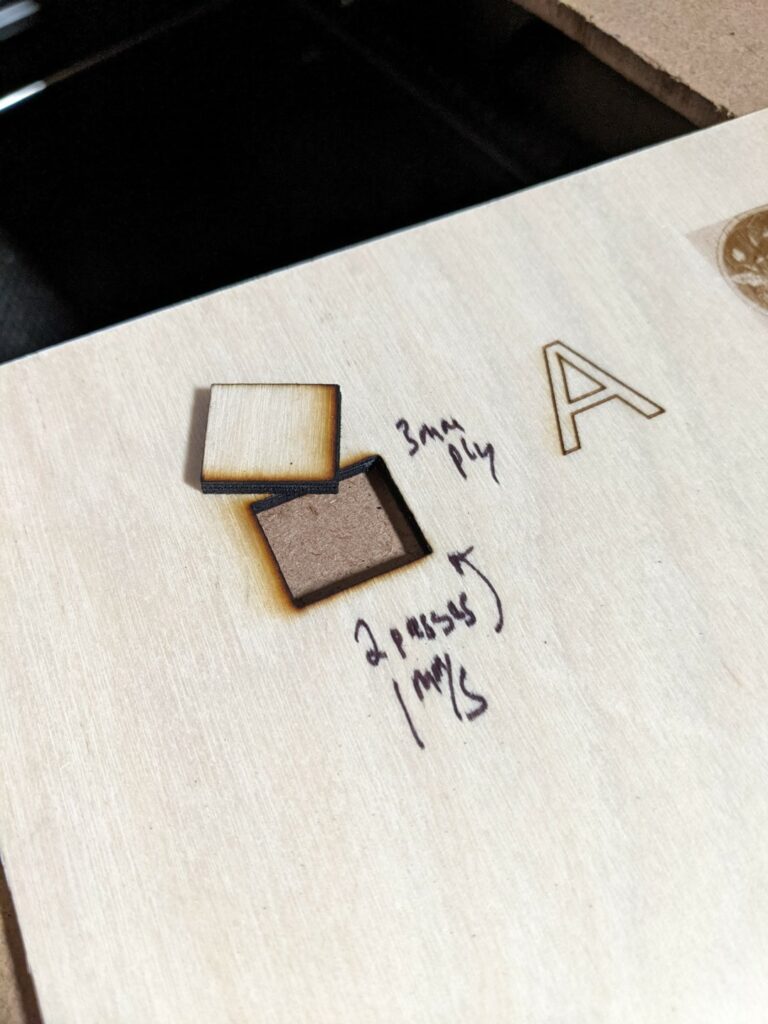
Wir hatten dickeres 3-mm-Sperrholz für den Innen-/Schrankbereich, das sich nur schwer durchschneiden ließ:
Es eignet sich sehr gut zum Gravieren von eloxierten Materialien:
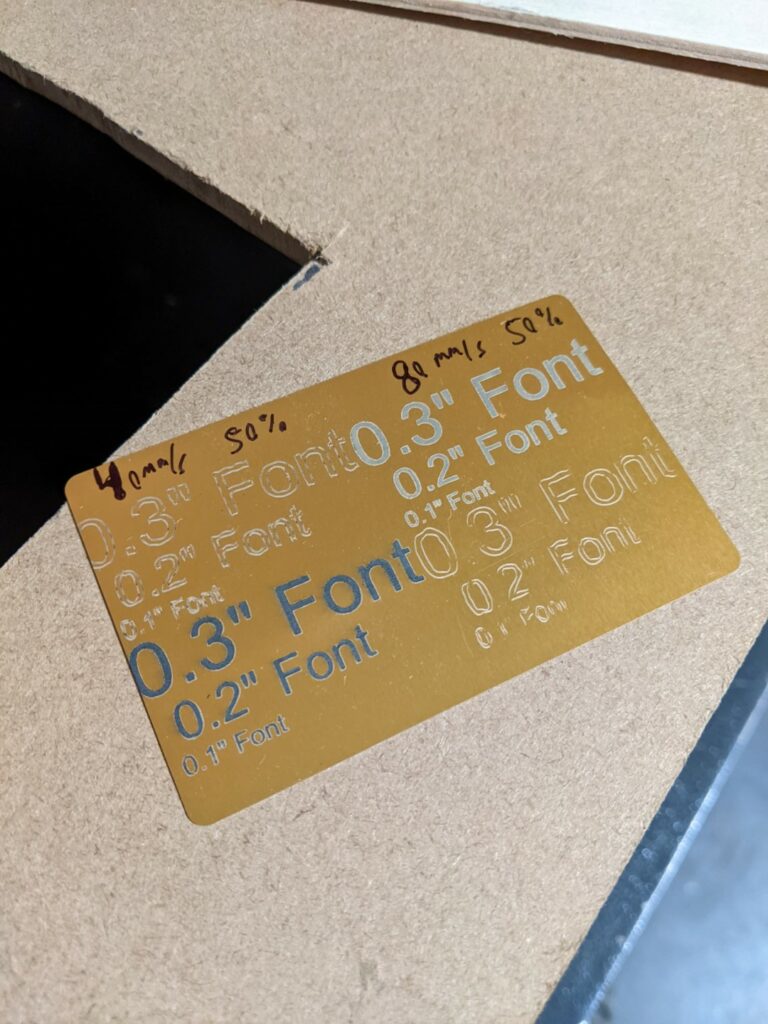
Die Stärke dieser Laser liegt in der Rastergravur
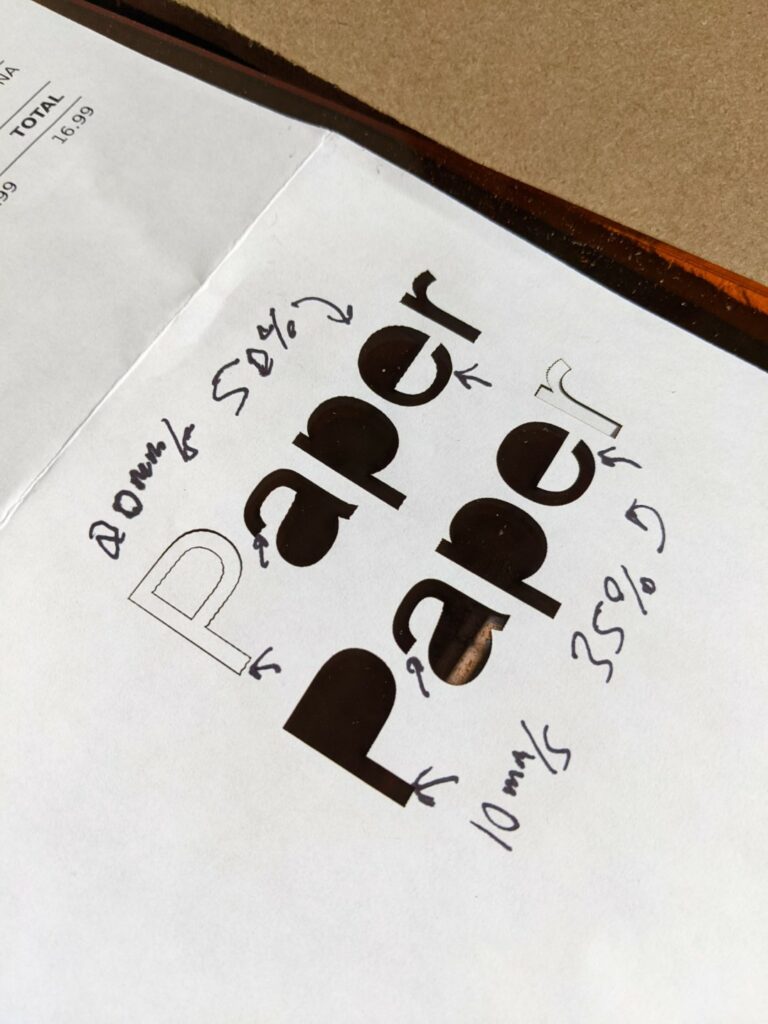
Leistungseinbußen treten beim Gravieren detaillierter Objekte mit hoher Geschwindigkeit (>80 mm/s) auf. Der integrierte Controller ist ein Atmel-Mikrocontroller (Arduino), daher ist die Befehlsrate begrenzt. Ich bin mir sicher, dass der Laser schnell feuern kann, aber der Controller ist dieser Aufgabe nicht gewachsen wie ein viel teurerer Lasercontroller mit digitaler Signalverarbeitung (DSP). Zugegebenermaßen würde der DSP-Controller mehr kosten als dieser gesamte Laser, daher ist es kein Vergleich zwischen Äpfeln, aber es ist erwähnenswert:

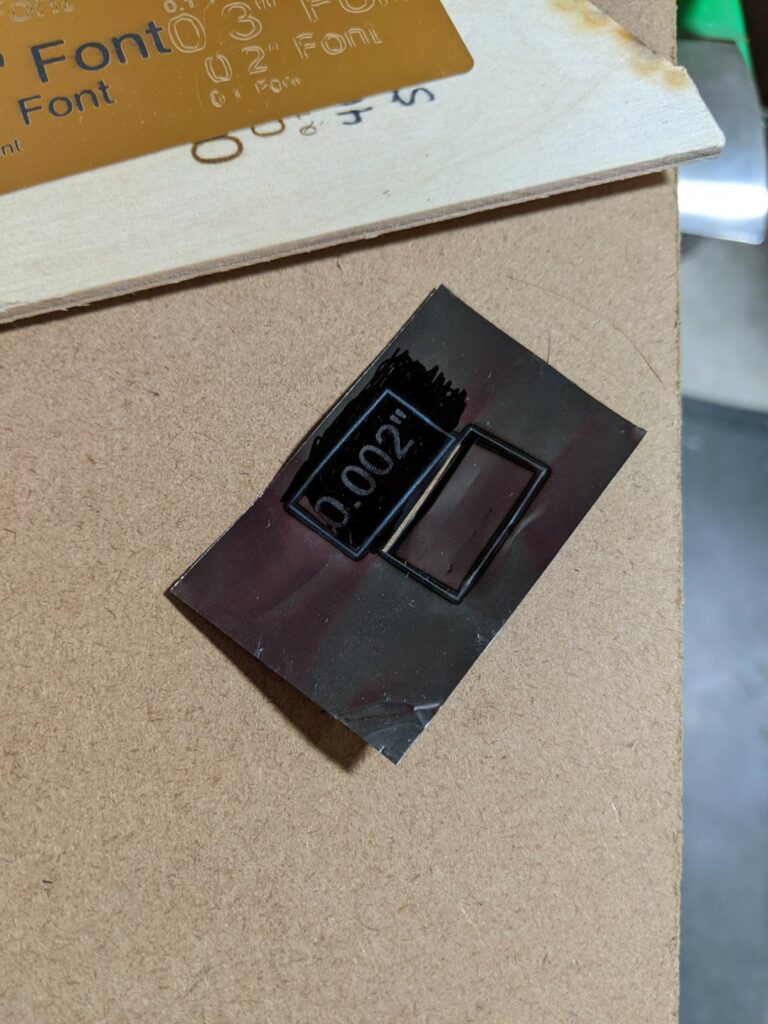
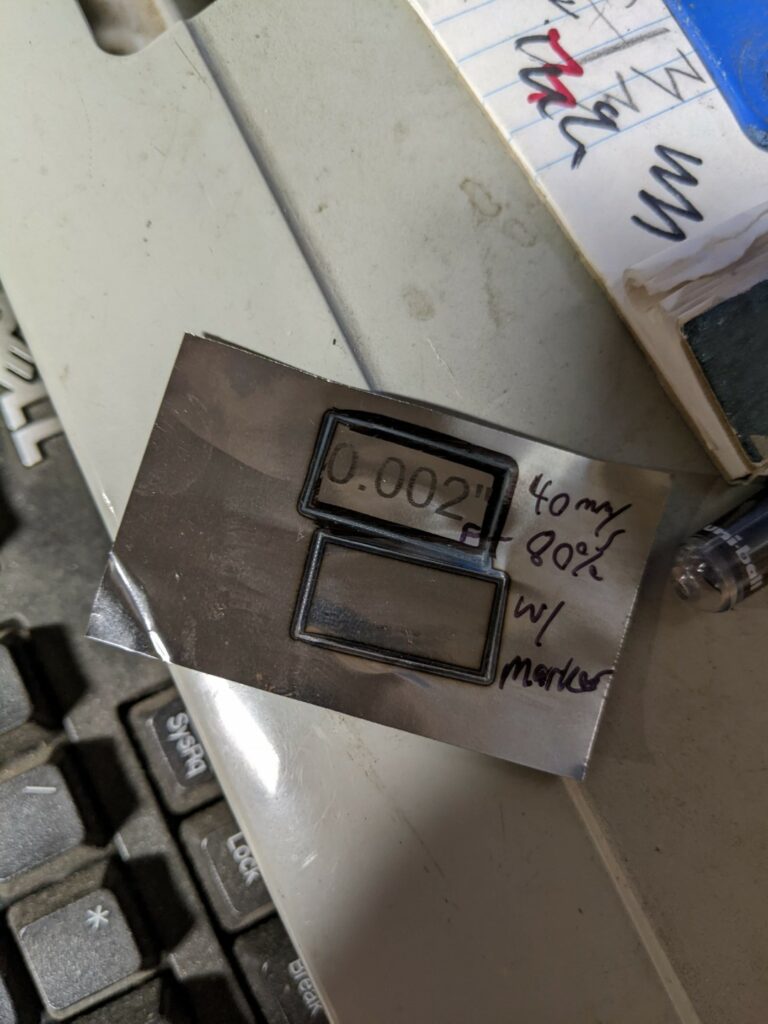
Wir hatten etwas Spaß dabei, die kleine Punktgröße und Wellenlänge zu nutzen, um 0,001-Zoll-Stahlunterlegscheiben zu schneiden. Es ist möglich, Stahl zu schneiden, aber nicht zu markieren, ohne die Oberfläche zu färben, um die Absorption zu verbessern.
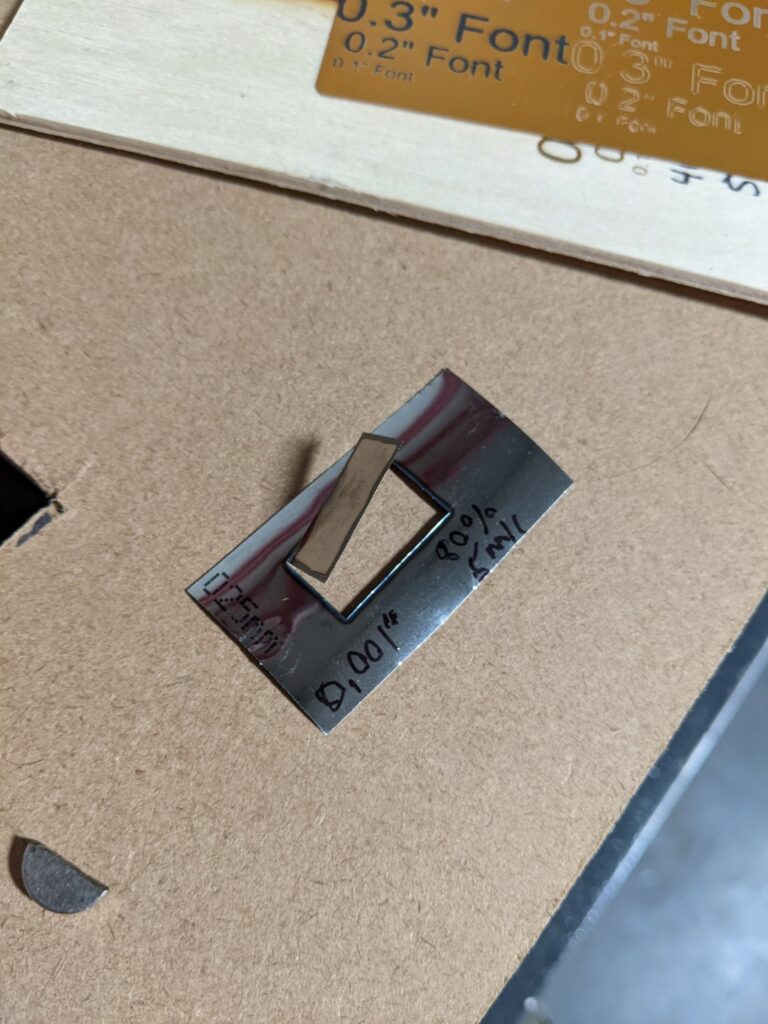
Es konnte auch Sharpie-beschichteten Stahl markieren. Das schwarze Pigment erhöht die Strahlabsorption und unterstützt die Wärmeübertragung statt der Reflexion.