Neuester Blog
Der grüne Nanosekundenlaser mit hoher Wiederholfrequenz ermöglicht eine hochwertige und schnelle Glasbearbeitung
Oct 13 , 2023
Die Glaslaserbohrausrüstung verwendet einen grünen 532-nm-Nanosekundenlaser mit hoher Wiederholungsfrequenz in Kombination mit einem Laserrückbearbeitungsprozess (d. h. der Strahlfokus bewegt sich von unten nach oben), mit dem verschiedene Arten von Dünnglas und Röhrenglas aus verschiedenen Materialien bearbeitet werden können . Schnelle Fertigstellung. Zum Beispiel das Bohren von Löchern entlang der Stirn- oder Seitenwand, das Schneiden von Glasscheiben in Sondergrößen, das Entfernen des transparenten leitfähigen Films auf dem Glassubstrat, das lokale Strukturieren und Ritzen der Glasoberfläche, das Markieren auf der Oberfläche oder im Inneren usw. Je nachdem Aufgrund der Pulsbreite und der Pulswiederholungsfrequenz kann die maximale durchschnittliche Laserausgangsleistung 50 W erreichen. Beim Glasbohren kann der Lochdurchmesser normalerweise nur 0,15 mm und bis zu 50 mm oder mehr betragen, was zu Ergebnissen führen kann nahezu konische Durchgangslöcher, Sacklöcher, Schräglöcher, Stufenlöcher, Vierkantlöcher oder andere spezielle Lochformen. . Tucson Laser verwendet einen grünen Nanosekunden-Faserlaser mit hoher Wiederholfrequenz zur Bearbeitung von Natronkalkglas, Borosilikatglas, Quarzglas usw. Das Unternehmen hat viele erfolgreiche Fälle im Bereich der Tiefenbearbeitung von Glas. Der anwendbare Glasdickenbereich liegt normalerweise zwischen 0,1 mm und 10 mm. zwischen. Durch die Umstellung auf 0,5 mm dickes Natronkalkglas kann die maximale Drahtschneidegeschwindigkeit mehr als 22 mm/s erreichen. Die Abbildungen 1 bis 3 zeigen jeweils einige repräsentative Bilder der Ergebnisse der Glasbearbeitung.
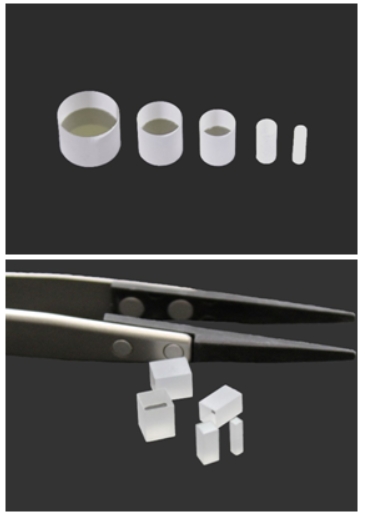
5,8 mm dickes Natronkalkglas
Borosilikatglas in verschiedenen Stärken

0,17 mm dickes Natronkalkglas
Abbildung 1. Einige Glasproben, die von Tucson Laser mit einem grünen Nanosekundenlaser mit hoher Wiederholungsfrequenz geschnitten wurden.
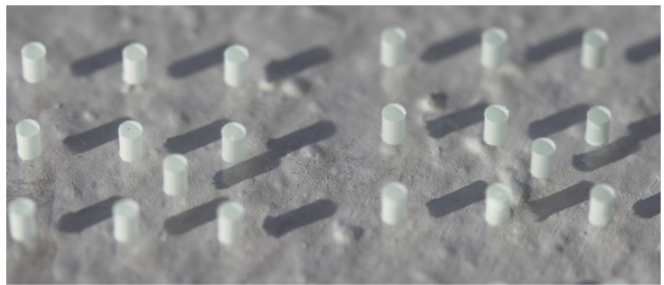
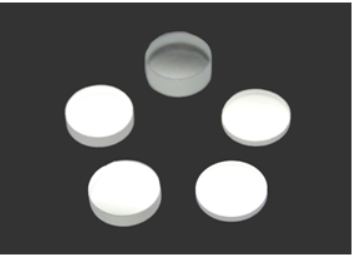
Abbildung 2. Tucson Laser verwendet einen grünen Nanosekundenlaser mit hoher Wiederholungsfrequenz, um ein Loch mit 1 mm Durchmesser in eine Floatglasplatte mit einer Dicke von 3 mm zu bohren. (Die Zeit, die zum Bohren jedes Lochs benötigt wird, beträgt weniger als 1 Sekunde und der Kantenabplatzer beträgt weniger als 130 µm.)
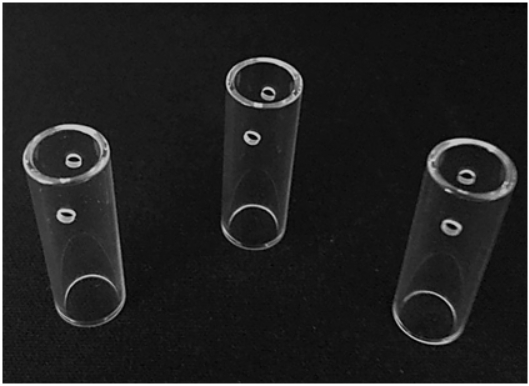
Bild 3. Tucson Laser verwendet einen Nanosekunden-Grünfaserlaser mit hoher Wiederholungsfrequenz, um ein Loch mit 2,0 mm Durchmesser in die Seitenwand eines Glasrohrs mit einer Wandstärke von 1,0 mm zu bohren.
Anders als CO2-Laser-Glasoberflächenritz- und -erwärmungskeulen und Ultrakurzpuls-Laserglas-Innenfilamentkeulen basiert die Verwendung eines Nanosekunden-Grünfaserlasers mit hoher Wiederholungsfrequenz zum Glasschneiden hauptsächlich auf der punktuellen Ablation des Werkstücks durch ein einzelner Laserpuls und der Laserfokus. Eine schnelle Abtastbewegung durch den Raum, die einem vorgegebenen Designpfad folgt. Daher ist es flexibler und kann einen gut kontrollierbaren Materialabtrag Punkt für Punkt, Linie für Linie und Schicht für Schicht auf verschiedenen Glasmaterialien durchführen, sodass es als effizientes „Digital“ mit hoher Präzision angesehen werden kann. Laser-Glasschneideverarbeitungstechnologie. Diese Technologie ermöglicht es, mit Lasern unterschiedliche dreidimensionale Formen oder dreidimensionale Topografien auf verschiedenen Glasmaterialien zu schneiden. Diese punktweise schneidende Laserglasbearbeitungstechnologie weist normalerweise eine bestimmte Schnittlinienbreite und unregelmäßige Absplitterungen an der Schnittkante auf. Abhängig von der Dicke des Glases, den spezifischen Verarbeitungsabmessungen und den Anforderungen an die Schnittgeschwindigkeit liegt die Schnittlinienbreite in tatsächlichen Anwendungen normalerweise zwischen 0,1 mm und 0,45 mm, und der maximale Kantenabplatzer kann oft innerhalb von 100 µm und 150 µm kontrolliert werden . Unter besonderen Umständen, wie zum Beispiel bei ultradünnem Glas und relativ kleiner Verarbeitungsgröße, kann der maximale Kantenabplatzer zwischen 50 µm und 80 µm kontrolliert werden. Abbildung 4 zeigt die konischen Löcher und Stufenlöcher, die mit einem Nanosekundenfaser-Grünlichtlaser mit hoher Wiederholfrequenz bearbeitet wurden, und Abbildung 5 zeigt die Ritzen und Rillen auf der Oberfläche von Natronkalkglas. Die Ritzbreite beträgt etwa 5 µm und die Ritzgeschwindigkeit beträgt 3000 mm/s; Die Tiefe der rechteckigen Nut kann von einigen Mikrometern bis zu Hunderten von Mikrometern oder sogar Millimetern betragen, und die Tiefensteuerung ist nicht nur genau, sondern auch einfach und bequem.
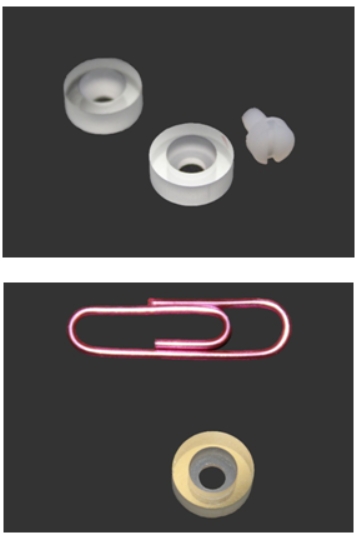
Abbildung 4. Tucson Laser verwendet einen Nanosekunden-Grünfaserlaser mit hoher Wiederholfrequenz, um konische Löcher und Stufenlöcher zu bearbeiten.
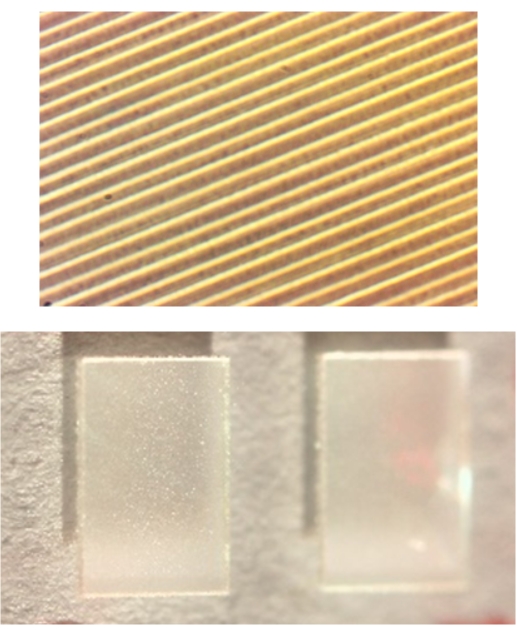
Abbildung 5. Tucson Laser verwendet einen Nanosekunden-Grünfaserlaser mit hoher Wiederholfrequenz, um Ritzlinien auf der Glasoberfläche zu erzeugen (linkes Bild) (Linienbreite beträgt etwa 5 µm, Ritzgeschwindigkeit 3000 mm/s); 4,5 mm x 3 mm große rechteckige Rille (rechtes Bild), die Rillentiefe beträgt 20 µm bis 200 µm.
Es ist erwähnenswert, dass der Ablationsmechanismus von grünen Nanosekunden- Laserpulsen mit hoher Wiederholungsfrequenz auf Glasmaterialien nicht das herkömmliche thermische Schmelzen des Materials und die anschließende Entladung oder Verdampfung durch das Hilfsgas ist, sondern hauptsächlich auf dem lokalen thermischen Spannungsgradienten beruht durch den Laserpuls induziert. Das dabei entstehende Material kollabiert auf engstem Raum. Schätzungen zufolge beträgt die durchschnittliche Menge an Glasmaterial, die bei einer solchen Bearbeitung durch einen Laserimpuls entfernt wird, unter typischen Umständen nur etwa zehn Nanogramm oder weniger, und die entsprechenden Glaspartikel sind etwa 20 bis 30 Mikrometer bis mehrere Mikrometer groß. Diese einzigartige Methode der Materialabtragung und -entfernung weist eine deutlich höhere Schneideffizienz auf als das entsprechende thermische Schmelzen und Vergasen von Material. Am Beispiel von gewöhnlichem Natronkalkglas kann der Materialabtrag pro Lichtimpulsenergieeinheit 150 um3/uJ erreichen. Die Rauheit der Schnittwand liegt typischerweise in der Größenordnung von einigen Mikrometern. Bei der Verwendung eines Nanosekunden-Grünlichtfaserlasers mit hoher Wiederholfrequenz zum Abtragen von Glas sind neben dem sofortigen Einatmen des beim Schneiden entstehenden Staubs in einen Staubsauger im Allgemeinen keine weiteren Hilfsmittel wie Luftblasen oder Druck erforderlich.