
Die Ultraviolettlaser-355-Mikrolochbearbeitung wird häufig bei der Lasermarkierung und dem Laserbohren von elektronischen Produkten eingesetzt
Sep 02 , 2022Ultraviolet laser micro-hole processing is widely used in electronic product laser marking and laser drilling
With the advancement of science and technology and the development of industrialization, micro-holes and micro-holes are more and more widely used in the field of consumer goods, and the requirements for the processing quality of micro-holes are getting higher and higher. The traditional micro-hole processing technology can no longer meet the requirements. Among many special processing technologies, laser micro-hole processing is widely used in micro-hole processing due to its advantages of high efficiency, low cost, easy realization of multi-axis linkage control, and processing without material restrictions.
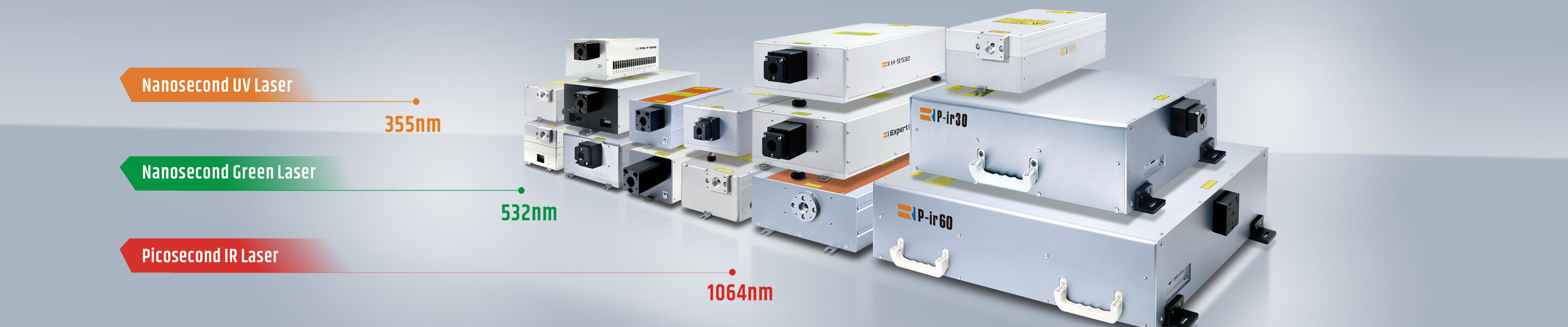
In vielen Anwendungsbereichen wie Bluetooth-Headsets, Armbändern, Telefonuhren und anderen tragbaren Geräten sind die normalerweise zu bearbeitenden Mikrolöcher oft glatt, lichtdurchlässig und wasserdicht. Wenn jedoch die vorhandene Laserbeschriftungsmaschine zur Bearbeitung verwendet wird, wird häufig ein Faserlaser mit einer Wellenlänge von 1064 nm zur Bearbeitung verwendet. Da es sich beim Faserlaser einerseits um einen thermischen Laser handelt, wird bei der Laserbearbeitung die Oberfläche des Materials abgetragen, was die Qualität des bearbeiteten Objekts nicht garantieren kann. Die Oberfläche ist glatt und kann die Verarbeitungsanforderungen nicht erfüllen; Andererseits zerstört die traditionelle Faserlaserbearbeitung die Oxidschicht auf der Oberfläche des Metallmaterials und legt die Primärfarbe der unteren Schicht des Materials frei. Der mikroporöse Perforationseffekt. Deshalb,
Darauf basierend ist es notwendig, ein Laser-Mikroloch-Bearbeitungsverfahren und eine Ausrüstung bereitzustellen, die die Lichtdurchlässigkeit des Mikroloch-Arrays effektiv verbessern und den Grad der Beschädigung der Oxidschicht auf der Oberfläche des Materials verringern können.
Der Durchmesser der zu bearbeitenden Mikroporen und das Markierungsmuster werden entsprechend der Dicke des zu bearbeitenden Materials eingestellt, wobei das Markierungsmuster verwendet wird, um die Verteilungsparameter der Mikroporen in dem vorgegebenen Bereich zu bestimmen; die Bearbeitungsparameter des UV-Lasers bestimmt werden und die Bearbeitungsparameter mindestens eines aus Laserfrequenz, Laserimpulsbreite, Bearbeitungszeiten, Abtastgeschwindigkeit und Musterfülldichte umfassen; Verwenden eines ultravioletten Lasers zum Bearbeiten des zu bearbeitenden Materials gemäß den Bearbeitungsparametern, dem Durchmesser der Mikroporen und dem Markierungsmuster. Eine Mikroporenbearbeitung wird an dem zu bearbeitenden Material durchgeführt, so dass Mikroporen entsprechend dem Durchmesser der Mikroporen erzeugt werden das zu verarbeitende Material.
Das oben erwähnte Laser-Mikroloch-Bearbeitungsverfahren und die Ausrüstung stellen den Durchmesser des zu bearbeitenden Mikrolochs, das Markierungsmuster und die Bearbeitungsparameter des UV-Lasers entsprechend der Dicke des zu bearbeitenden Materials ein, so dass das Licht die Durchlässigkeit des nach der Verarbeitung erhaltenen Mikrolochmusters und die Umgebung des Mikrolochs werden erhalten. Die Oberflächenglätte und der Beschädigungsgrad des Oberflächenoxids werden gesteuert, wodurch die Lichtdurchlässigkeit der Mikroporenanordnung effektiv verbessert und die Beschädigung der Oxidschicht auf der Oberfläche des Materials verringert wird, so dass das Werkstück nach der Bearbeitung erhalten werden kann eine glatte Oberfläche, keine Unebenheiten und eine gute Lichtdurchlässigkeit. .
Die Ausrüstung wird hauptsächlich zum Lasermarkieren und Laserbohren von elektronischen Produkten wie Mobiltelefonen, Tablet-Computern, Netzteilen, elektronischen digitalen Produkten, elektronischen Komponenten und Smart Wearables verwendet. Es eignet sich für die meisten Kunststofflasermarkierungen und Oberflächenmarkierungen sowie zum Bohren verschiedener Legierungsmaterialien wie Edelstahl, Aluminiumoxid und Kupfer.